EQUIPMENT設備紹介
主要設備
-
フレームプレーナー切断機(1基)

板厚範囲 6mm~200mm 最大加工寸法 4,500mm × 20,000mm 仕様・機能 火口本数:40本
燃料:水素・LPG混合ガス
-
NCガス切断機(3基)
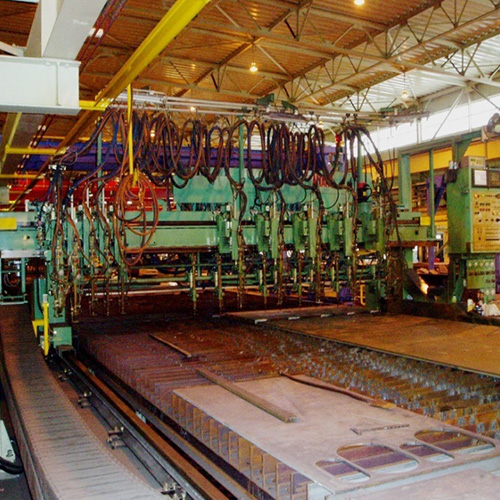
板厚範囲 6mm~200mm 最大加工寸法 4,500mm × 20,000mm 仕様・機能 同時切断可能枚数:10~12枚
パウダーマーキング装置搭載
フレームプレーナー、NCガス切断機は、酸素と金属の酸化反応を利用するガス切断法で鋼材を切断します。
ガス切断法は、可燃性ガス(プロパン、アセチレン、水素など)と酸素の混合ガスを用いた予熱炎にて鋼材の切断部を発火点以上に加熱し、そこに切断酸素を吹きかけ酸化反応を起こさせるとともに、溶融した酸化物および金属を切断酸素気流がもつ運動エネルギーで吹き飛ばして切断する方法です。 -
レーザー切断機(1基)

板厚範囲 6mm~19mm 最大加工寸法 4,500mm × 20,000mm 仕様・機能 出力:4KW
方式:炭酸ガスレーザー(CO2レーザー)
パウダーマーキング装置搭載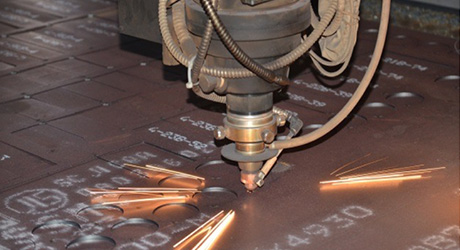
レーザー切断機は、光のエネルギーを利用するレーザー切断法で鋼材を切断します。
レーザー切断法は、基本的には虫眼鏡の原理そのものであり、レーザー発振器の中で、炭酸ガス・窒素・ヘリウムなどのガスの分子を放電により衝突させ発生させた光(レーザービーム)を集光し、直接、鋼材の切断部位に照射して局部的に溶融させ、アシストガスにより溶融物を吹き飛ばして切断する方法です。 -
ファイバーレーザー切断機(1基)

板厚範囲 6mm~36mm 最大加工寸法 4,500mm × 20,000mm 仕様・機能 出力:18KW
インクジェット式マーキング・印字装置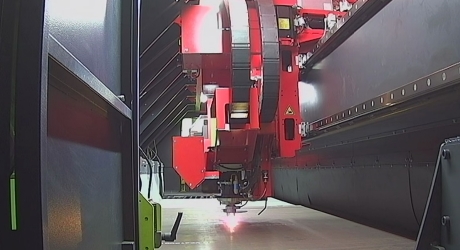
ファイバーレーザー切断機は、CO2レーザー切断機同様、レーザー光を高効率で集光した熱で鋼板を切断する技術です。
発振器から放たれた励起光がファイバーケーブルを反射しながら進む際、ケーブルコアの石英ガラス等に添加された光の増幅媒質となる希土類(エルビウム、イッテルビウムなど)を介し高出力のレーザー光となります。束になったファイバーケーブルから出力されたこれらの高出力レーザー光は集光レンズを通し高密度な光エネルギーとなり、溶融・蒸発・ノロ除去を連続的に行いながら鋼板を溶断します。 -
プラズマ切断機(1基)

板厚範囲 6mm~40mm 最大加工寸法 4,500mm × 20,000mm 仕様・機能 3D開先切断機能
パウダーマーキング装置搭載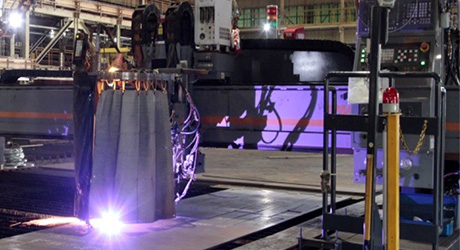
プラズマ切断機は、電気エネルギーを利用して行うプラズマ切断法で鋼材を切断します。
プラズマ切断法は、アーク放電の熱を利用した切断方法でプラズマアーク(5000℃以上)と酸素を鋼材の切断部位に吹き付け溶融させ、プラズマ気流で溶融物を吹き飛ばして切断する方法です。 -
ドリル&マーキング機(2基)

板厚範囲 6mm~200mm 最大加工寸法 4,500mm × 20,000mm 仕様・機能 ドリル孔(6φ~50φ)、ポンチ
文字罫書き(ドットマーキング)
ライン罫書き(パウダーマーキング)
-
その他設備
ポータブルプレーナー
(20台)直線切り
コーナー処理
開先切断丸鋸切断機
(1基)板厚:12~80mm
幅:80~400mm
長さ:25~12,000mm機械開先機
(3基)最大板厚:40mm R面取機
(1基)2R
板厚:8~36mm
最大寸法:400mm × 6,000mmレベラー矯正機
(1基)板厚:26mm…最大幅:450mm
板厚:50mm…最大幅:250mmキャンバー矯正機
(1基)最大板厚:25mm
最大寸法:400mm × 15,000mm天井走行クレーン
(5基)定格荷重:25t…2基
定格荷重:14.6t…1基
定格荷重:10t…2基片門型クレーン
(13基)定格荷重:2.8t